We designed a few month ago a drilling device that allows to position the hole within 0.1mm without the need of a CNC machine. Let us explain you how we could do that.
The hole must be positioned from those two surfaces, thus, it’s obvious that they should be our references.
Knowing the references, we could position the part into a strong device with accurate geometry.

Now that the part is positioned, we need to clamp it to be sure it stays in this position while it gets drilled. The most efficient solution is to use the best contact surface from the reference, here the back plan. And then to push on it with enough forces to properly clamp. For example, with a screw.

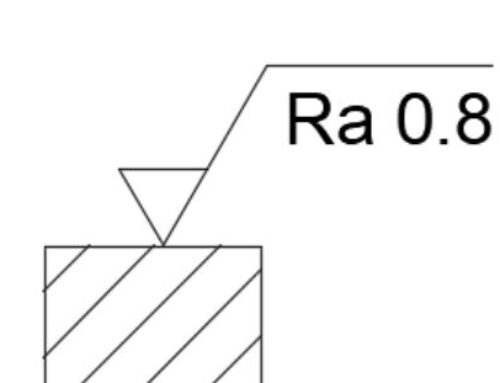
Now that the part is properly clamped, we need to precisely guide the drill to make our hole. The part that will guide the drill has to be positioned from contact surfaces and to be in a material hard enough to avoid erosion while drilling. The harder the part is the longer it will keep the accuracy. To drill properly perpendicular with the references, the hole must be twice longer than the diameter.

Given the fact that those small parts will be produced in quite huge quantity, and that while drilling their temperature will increase up to 100°C, the tools should allow the operator to load and unload a part quickly and start a new part without touching the finished one. Then it’s obvious to install on our device an expulsion system.


Thanks to this design, those part didn’t need to be drilled on a CNC machine. The device can be use on any kind of vertical drilling machine, drastically reducing production costs.
You are in the need of industrializing a new product? You are seeking for clever and cheap solutions? Feel free to contact us, it will be a pleasure for us to give you our expertise into machining devices.
“It always seems impossible, until it’s done”