Today it was about roughness optimisation on turning operations.
How can you acheive a roughness Ra0.8 on a turning machine with simple tools in a deep small diameter ?

In deep and small diameters happen :
- Vibrations, inducing bad quality surface,
- Dimensional deviations
- Geometrical deformations
- Faster tool wear
Some easy ways to get rid of these troubles is to first remove vibrations, adjusting cutting conditions accordingly to the material. And then have the biggest tool support diameter that can fit in the part.
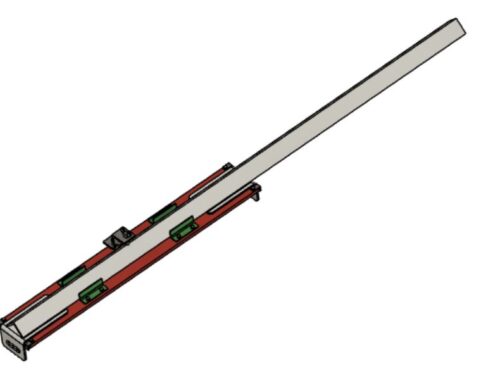
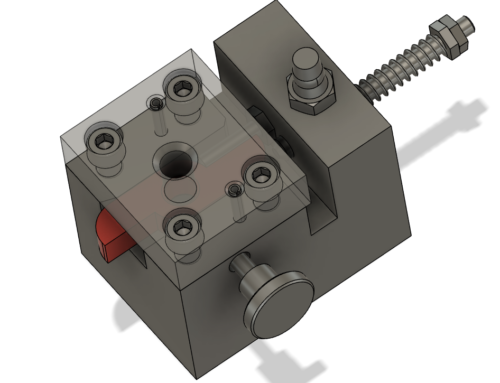
Basically, we just created our own support on which we adapted a suitable insert having a great nose radius here 4 mm, allowing us to have after all optimisations a Rt 0.3 µm leading to the required quality.